鋼筋制作加工是否準(zhǔn)確��、合格���,對(duì)鋼筋綁扎的施工質(zhì)量產(chǎn)生決定性的因素,做好鋼筋制作加工的管控將在鋼筋的全過程施工中起到事半功倍的效果�����。
鋼筋制作加工的控制主要分為鋼筋料單優(yōu)化���、鋼筋構(gòu)件加工尺寸控制��、直螺紋絲頭加工控制�、鋼筋調(diào)直是否瘦身等幾方面�����。
鋼筋料單優(yōu)化
隨著企業(yè)對(duì)鋼筋精益化管理的不斷提升�����,各項(xiàng)目的自主翻樣已處于快速實(shí)施階段����,由項(xiàng)目部鋼筋翻樣師進(jìn)行翻樣就能夠?qū)︿摻钪谱骷庸さ脑搭^進(jìn)行把控����,既能將料單進(jìn)行深度優(yōu)化���,也能更加有效的保證加工尺寸長度的準(zhǔn)確率�����,最終達(dá)到鋼筋損耗率≤1%��,鋼筋優(yōu)化率≥3%���。鋼筋料單優(yōu)化后需經(jīng)項(xiàng)目總工審批后方可投入使用。
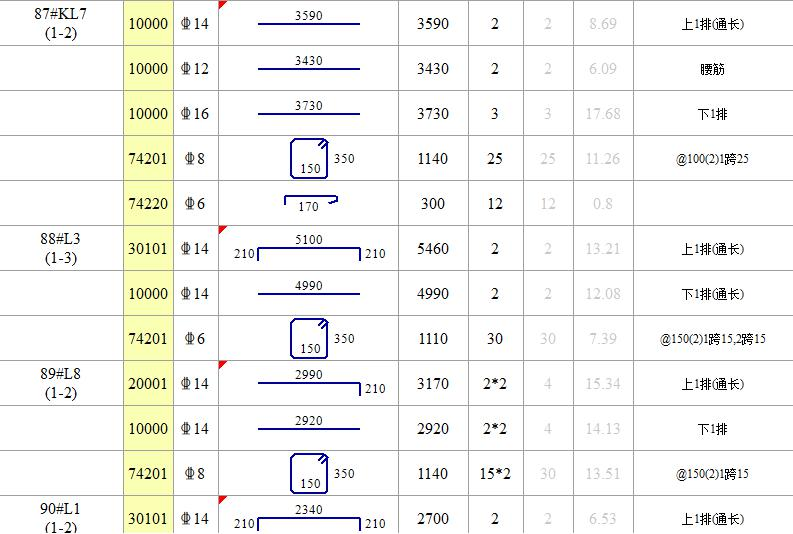
構(gòu)件料單明細(xì)

構(gòu)件排布圖
1.施工工藝選擇
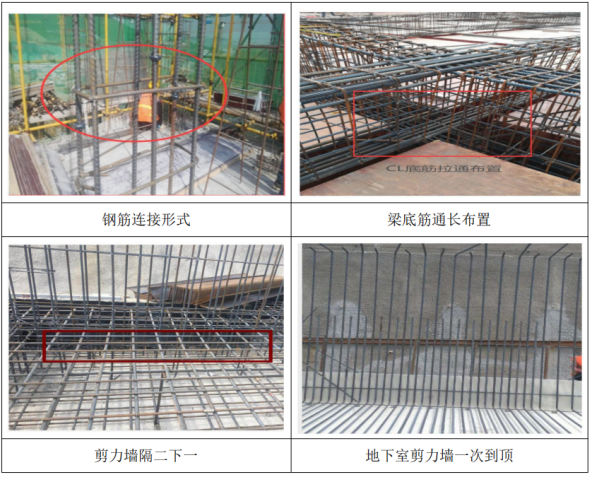
鋼筋翻樣工程師在滿足規(guī)范的前提下���,對(duì)各節(jié)點(diǎn)施工工藝進(jìn)行策劃�����,最終滿足鋼筋損耗率的相關(guān)規(guī)定�。如剪力墻結(jié)構(gòu)和框架結(jié)構(gòu)���,剪力墻鋼筋直徑在(12mm-18mm)的采用電渣壓力焊進(jìn)行連接��?���?蚣芰旱捉畈捎媚芡▌t通原則施工��,禁止跨跨斷開�����。剪力墻采用“隔二下一”節(jié)點(diǎn)施工��,一層地下室一次到頂?shù)仁┕すに?�,既?jié)約工期�����,又提高效益�。
2.鋼筋余料、尾料管控
(1)項(xiàng)目將打包盤螺的鋼筋用于梯子筋(控制保護(hù)層)����,安裝工程穿筋盒定位鋼筋���,以及長度大于50cm的鋼筋進(jìn)行分類碼放,作為二次結(jié)構(gòu)墻體拉結(jié)筋���、構(gòu)造柱的植筋鋼筋等��,將余料最大限度利用��,節(jié)約項(xiàng)目材料���。余料套絲利用連接位置不應(yīng)設(shè)置在構(gòu)件受力較大處。
(2)嚴(yán)格按照鋼筋料單加工���,并針對(duì)性的進(jìn)行構(gòu)件數(shù)量檢查��,防止后臺(tái)多下料產(chǎn)生浪費(fèi)��。
?

鋼筋構(gòu)件加工尺寸?
1.現(xiàn)場尺寸量測
鋼筋制作加工完成的半成品尺寸都需要在加工區(qū)進(jìn)行提前抽檢量測�����。
抽檢頻率:同一設(shè)備加工的同一類型鋼筋����,每工作班抽查不應(yīng)少于3件。
檢查方法:尺量

各半成品的加工尺寸必須滿足設(shè)計(jì)及規(guī)范要求��,若不滿足要求的半成品要求班組重新加工�����,并作出相應(yīng)的處罰����。
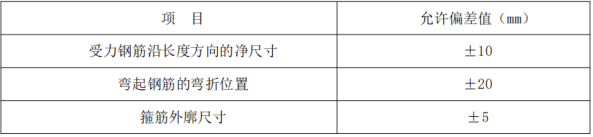 (表:鋼筋加工的允許偏差)
(表:鋼筋加工的允許偏差)
2.鋼筋彎折控制
(1)光圓鋼筋受拉時(shí)末端做成180°彎鉤���,彎后平直段長度≥3d���。
(2)箍筋與拉鉤末端做135°彎鉤,彎后平直段長度max[10d�����;75mm]�����;非框架梁及不考慮地震作用的懸挑梁����,箍筋及拉筋彎鉤平直段可為5d����,受扭時(shí)為10d��;剪力墻分布鋼筋拉鉤可采用雙面135°或一端135°另一端90°彎折��,彎折平直段可為5d��。
(3)縱向受力鋼筋末端做90°彎鉤��,彎后平直段長度≥12d����。
(4)鋼筋彎折彎弧內(nèi)直徑 D:HPB300級(jí)鋼筋D≥2.5d;400級(jí)帶肋鋼筋D≥4d���;500 級(jí)帶肋鋼筋d≤25時(shí)����,D≥6d�;d>25,時(shí)D≥7d��,此外箍筋彎折尚不應(yīng)小于縱向受力主筋直徑,當(dāng)縱向主筋為搭接或并筋時(shí)根據(jù)實(shí)際確定箍筋彎弧內(nèi)直徑��。
3.其他要求
(1)鋼筋加工在專業(yè)化加工場進(jìn)行���。
(2)鋼筋的表面應(yīng)清潔��、無損傷�,油漬��、漆污和鐵銹應(yīng)在加工前清除干凈�。帶有顆粒狀或片狀老銹的鋼筋不得使用�。鋼筋除銹后如有嚴(yán)重的表面缺陷,應(yīng)重新檢驗(yàn)該批鋼筋的力學(xué)性能及其他相關(guān)性能指標(biāo)�。
(3)鋼筋加工宜在常溫狀態(tài)下進(jìn)行,加工過程中不應(yīng)加熱鋼筋����。鋼筋彎折應(yīng)一次完成,不得反復(fù)彎折�。
直螺紋加工??
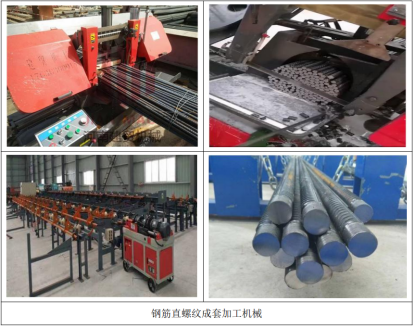
1.直螺紋加工機(jī)械
合格的直螺紋加工機(jī)械是準(zhǔn)確加工的保障,選定的加工設(shè)備必須具備產(chǎn)品合格證等質(zhì)量證明文件��,設(shè)備安裝調(diào)試完成后��,必須通過驗(yàn)收后方可使用,使用前在加工廠內(nèi)設(shè)置操作流程牌�、剝肋滾絲頭加工尺寸允許偏差表等標(biāo)識(shí)牌。
A 鋼筋端面應(yīng)平齊�����、完整�。無馬蹄形、彎曲等缺陷���;
B 按照鋼筋料單要求選擇配套的螺紋規(guī)格�;
C 必須使用檢測合格水性潤滑液���,液量充足應(yīng)滿足使用要求����,且保證所有通道暢通���;
D 送料工作臺(tái)面和套絲孔保持水平���,鋼筋緊固裝置應(yīng)固定牢固。
2.對(duì)鋼筋直螺紋加工人員交底、培訓(xùn)與考核
技術(shù)�、安全交底→廠家操作技能培訓(xùn)→現(xiàn)場套絲→技能考核合格后方可上崗,不合格的必須淘汰→制作現(xiàn)場所涉及到的各種規(guī)格型號(hào)的鋼筋直螺紋絲頭樣板與接頭樣板→落實(shí)質(zhì)量樣板“掛牌制”����。
3.直螺紋絲頭加工與檢查
擬套絲鋼筋端部平頭切割→檢查切割面是否與軸線垂直,斷面是否完整��,否則重新切割→鋼筋上架���,單層擺放整齊→套絲→檢查絲頭絲扣數(shù)量與質(zhì)量����,絲頭合格→采用手持砂輪機(jī)打磨絲頭毛刺→檢查打磨面�,符合要求后上塑料帽→下架,搬運(yùn)到指定位置�,分類碼放整齊��,標(biāo)識(shí)清楚���。
鋼筋直螺紋套絲完成后��,由專業(yè)工程師組織班組自檢�����,合格后報(bào)質(zhì)量工程師驗(yàn)收�,進(jìn)行質(zhì)量驗(yàn)收,驗(yàn)收標(biāo)準(zhǔn)如下:
a 螺紋牙型飽滿�����,端面光滑無毛刺�。
b 絲扣數(shù)量及長度為1/2套筒長度,可參考下表要求�����。
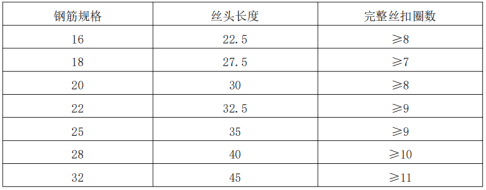 c 使用塞規(guī)及環(huán)規(guī)檢驗(yàn)套絲及套筒是否合格����,并確保套絲與套筒配套一致,與廠家形式檢驗(yàn)報(bào)告一致�����。
c 使用塞規(guī)及環(huán)規(guī)檢驗(yàn)套絲及套筒是否合格����,并確保套絲與套筒配套一致,與廠家形式檢驗(yàn)報(bào)告一致�����。
4.直螺紋絲頭保護(hù)措施
鋼筋直螺紋加工經(jīng)檢驗(yàn)直螺紋合格后���,應(yīng)戴上保護(hù)帽以防碰傷和生銹����。直螺紋鋼筋安裝完成后,應(yīng)對(duì)預(yù)留直螺紋絲頭全部佩戴保護(hù)帽�����,保護(hù)帽規(guī)格應(yīng)和直螺紋絲頭一致��,確保佩戴后牢固且無絲扣外露��。

鋼筋調(diào)直防瘦身??
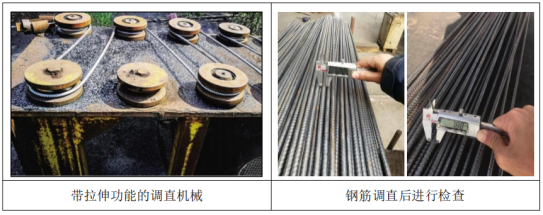
1.盤卷鋼筋調(diào)直機(jī)械檢查
盤卷鋼筋調(diào)直機(jī)械進(jìn)場前由項(xiàng)目技術(shù)部檢查并經(jīng)監(jiān)理單位確認(rèn)是否有延伸功能����,并登記造冊,以防班組私自使用與進(jìn)場不同的機(jī)械���,從源頭杜絕帶有延伸功能的調(diào)直機(jī)械進(jìn)場��。
2.調(diào)直前后鋼筋直徑檢查
抽檢頻率:同一設(shè)備加工的同一類型鋼筋�����,每工作班抽查不應(yīng)少于3件。
檢查方法:游標(biāo)卡尺量��。
?