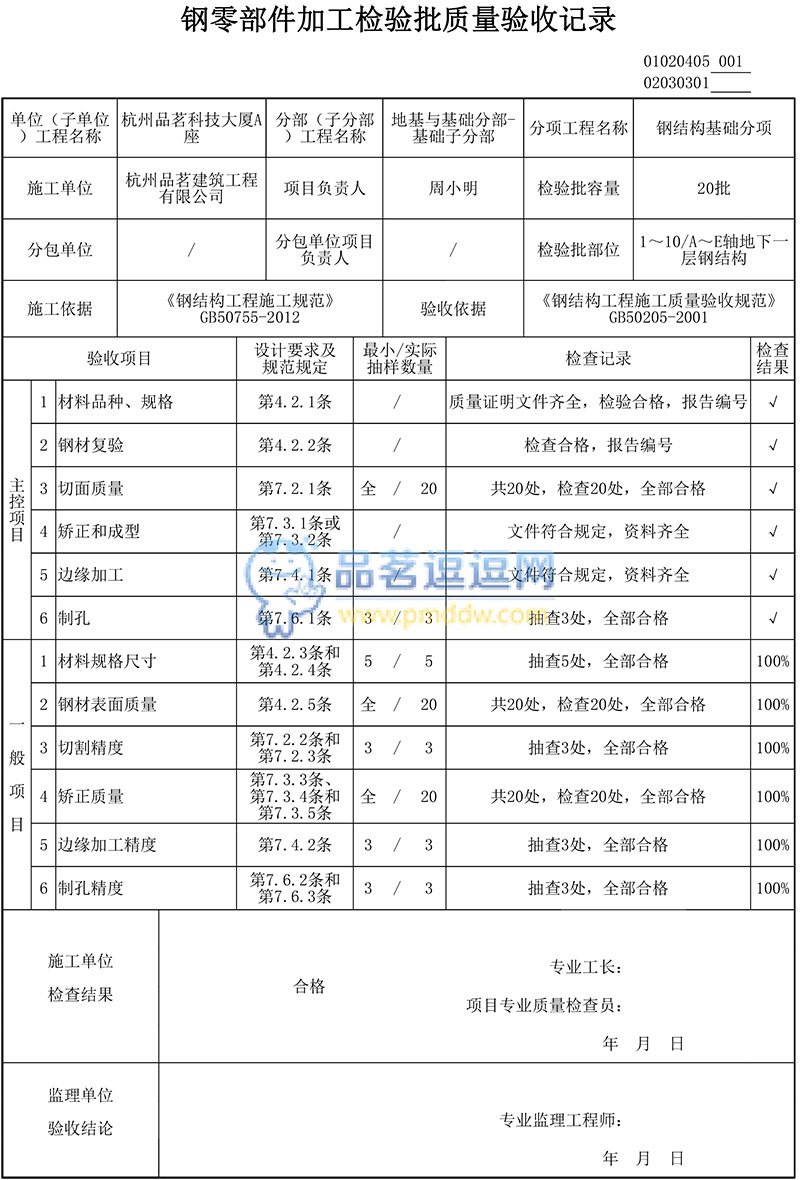
鋼零部件加工檢驗批質(zhì)量驗收記錄表格范例——
鋼零部件加工檢驗批質(zhì)量驗收記錄填寫說明——
【規(guī)范名稱及編號】《鋼結(jié)構(gòu)工程施工質(zhì)量驗收規(guī)范》(GB50205-2001)
【條文摘錄】
摘錄一:

摘錄二:
4.2鋼材
I主控項目
4.2.1鋼材、鋼鑄件的品種�����、規(guī)格���、性能等應(yīng)符合現(xiàn)行國家產(chǎn)品標(biāo)準(zhǔn)和設(shè)計要求�。進口鋼材產(chǎn)品的質(zhì)量應(yīng)符合設(shè)計和合同規(guī)定標(biāo)準(zhǔn)的要求。
檢查數(shù)量:全數(shù)檢查
檢驗方法:檢查質(zhì)量合格證明文件���、中文標(biāo)志及檢驗報告等�。
4.2.2對屬于下列情況之一的鋼材����,應(yīng)進行抽樣復(fù)驗,其復(fù)驗結(jié)果應(yīng)符合現(xiàn)行國家產(chǎn)品標(biāo)準(zhǔn)和設(shè)計要求��。
1.國外進口鋼材�;
2.鋼材混批;
3.板厚等于或大于40mm�,且設(shè)計有Z向性能要求的厚板;
4.建筑結(jié)構(gòu)安全等級為一級�,大跨度鋼結(jié)構(gòu)中主要受力構(gòu)件所采用的鋼材;
5.設(shè)計有復(fù)驗要求的鋼材����;
6.對質(zhì)量有疑義的鋼材���。
檢查數(shù)量:全數(shù)檢查��。檢驗方法:檢查復(fù)驗報告����。
Ⅱ一般項目
4.2.3鋼板厚度及允許偏差應(yīng)符合其產(chǎn)品標(biāo)準(zhǔn)的要求。
檢查數(shù)量:每一品種�、規(guī)格的鋼板抽查5處。檢驗方法:用游標(biāo)卡尺量測��。
4.2.4型鋼的規(guī)格尺寸及允許偏差應(yīng)符合其產(chǎn)品標(biāo)準(zhǔn)的要求��。
檢查數(shù)量:每一品種����、規(guī)格的型鋼抽查5處。檢驗方法:用鋼尺和游標(biāo)卡尺量測�。
4.2.5鋼材的表面外觀質(zhì)量除應(yīng)符合國家現(xiàn)有關(guān)標(biāo)準(zhǔn)的規(guī)定外,尚應(yīng)符合下列規(guī)定:
1.當(dāng)鋼材的表面有銹蝕����、麻點或劃痕等缺陷時,其深度不得大于該鋼材厚度負(fù)允許偏差值的1/2��;
2.鋼材表面的銹蝕等級應(yīng)符合現(xiàn)有國家標(biāo)準(zhǔn)《涂裝前鋼材表面銹蝕等級和除銹等級》GB8923規(guī)定的C級及C級以上��;
3.鋼材端邊或斷口處不應(yīng)有分層����、夾渣等缺陷�。
檢查數(shù)量:全數(shù)檢查���。檢驗方法:觀察檢查�。
7.2切割
Ι主控項目
7.2.1鋼材切割面或剪切面應(yīng)無裂紋�����、夾渣����、分層和大于1mm的缺棱。
檢查數(shù)量:全數(shù)檢查����。檢驗方法:觀察或用放大鏡及百分尺檢查,有疑義時作滲透��、磁粉或超聲波探傷檢查�����。
Ⅱ一般項目
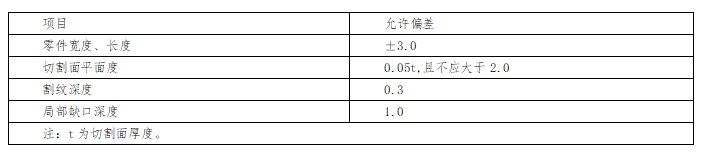
7.2.2氣割的允許偏差應(yīng)符合表7.2.2的規(guī)定。
檢查數(shù)量:按切割面數(shù)抽查10%�����,且不應(yīng)少于3個��。檢驗方法:觀察檢查或用鋼尺�����、塞尺檢查�。
表7.2.2氣割的允許偏差(mm)
7.2.3機械剪切的允許差應(yīng)符合7.2.3的規(guī)定.
檢查數(shù)量:按切割面數(shù)抽查10%,且不應(yīng)少于3個��。檢驗方法:觀察檢查或用鋼尺��、塞尺檢查����。
表7.2.3機械剪切的允許偏差(mm)

7.3矯正和成型
Ι主控項目
7.3.1碳素結(jié)構(gòu)鋼在環(huán)境溫度低于-16°C、低合金結(jié)構(gòu)鋼在環(huán)境溫度低于-12°C時���,不應(yīng)進行冷矯正和冷彎曲�����。碳素結(jié)構(gòu)鋼和低合金結(jié)構(gòu)在加熱矯正時���,加熱溫度不應(yīng)超過900°C��。低合金結(jié)構(gòu)鋼在加熱矯正后應(yīng)自然冷卻���。
檢查數(shù)量:全數(shù)檢查。檢驗方法:檢查制作工藝報告和施工記錄����。
7.3.2當(dāng)零件采用熱加工成型時,加熱溫度應(yīng)控制在900-1000°C����;碳素結(jié)構(gòu)鋼和低合金結(jié)構(gòu)鋼在溫度分別下降到700°C和800°C之前,應(yīng)結(jié)束加工��;低合金結(jié)構(gòu)鋼應(yīng)在自然冷卻���。
檢查數(shù)量:全數(shù)檢查����。檢驗方法:檢查制作工藝報告和施工記錄���。
Ⅱ一般項目
7.3.3矯正后的鋼材表面����,不應(yīng)有明顯的凹面或損傷,劃痕深度不得大于0.5 mm,且不應(yīng)大于該鋼材厚度負(fù)允許偏差的1/2����。
檢查數(shù)量:全數(shù)檢查��。檢驗方法:觀察檢查和實測檢查����。
7.3.4冷矯正和冷彎曲的最小曲率半徑和最大彎曲矢高應(yīng)符合表7.3.4(略)的規(guī)定。
檢查數(shù)量:按冷矯正和冷彎曲的件數(shù)抽查10%,且不少于3個��。
檢驗方法:觀察檢查和實測檢查��。
7.3.5鋼材矯正后的允許偏差��,應(yīng)符合表7.3.5(略)的規(guī)定��。
檢查數(shù)量:按矯正件數(shù)抽查10%,且不應(yīng)少于3件��。檢驗方法:觀察檢查和實測檢查�����。
7.4邊緣加工
I主控項目
7.4.1氣割或機械剪切的零件,需要進行邊緣加工時�����,其刨削量不應(yīng)小于2.0mm���。
檢查數(shù)量:全數(shù)檢查��。檢驗方法:檢查工藝報告和施工記錄����。
Ⅱ一般項目
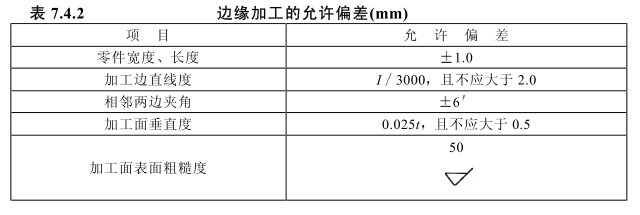
7.4.2邊緣加工允許偏差應(yīng)符合表7.4.2的規(guī)定�。
檢查數(shù)量:按加工面數(shù)抽查10%,且不應(yīng)少于3件���。檢驗方法:觀察檢查和實測檢查��。
7.6制孔
Ι主控項目
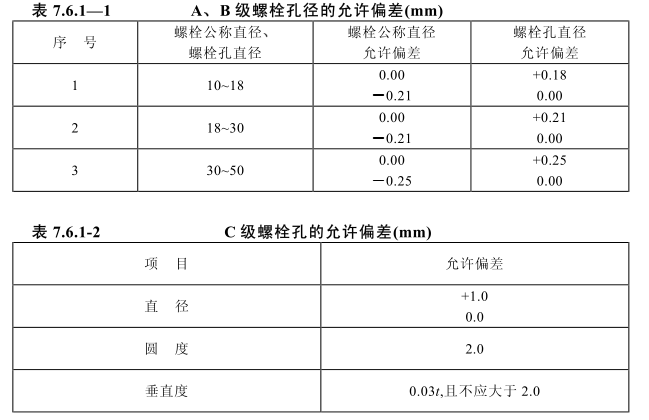
7.6.1A��、B級螺栓孔(I類孔)應(yīng)具有H12的精度�,孔壁表面粗糙度Ra不應(yīng)該大于12.5um��。其孔徑不允許偏差應(yīng)符合表7.6.1-1的規(guī)定。
C級螺栓孔(Ⅱ類孔)����,孔壁表面粗糙度Ra不應(yīng)大于25um,其允許偏差應(yīng)符合表7.6.1-2的規(guī)定��。
檢查數(shù)量:按鋼構(gòu)件數(shù)量抽查10%�����,且不應(yīng)少于3件���。
檢驗方法:用游標(biāo)卡尺或孔徑量規(guī)檢查。
Ⅱ一般項目
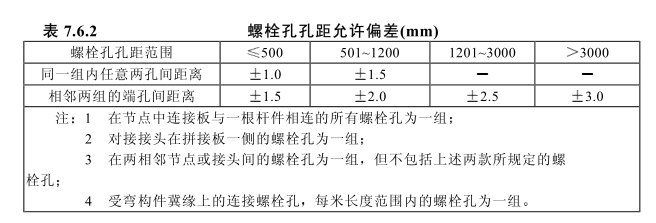
7.6.2螺栓孔孔距的允許偏差應(yīng)符合表7.6.2的規(guī)定���。
檢查數(shù)量:按鋼構(gòu)件數(shù)量抽查10%��,且不應(yīng)少于3件��。
檢驗方法:用鋼尺檢查����。
7.6.3螺栓孔孔距的允許偏差超過本規(guī)范表7.6.2規(guī)定的允許偏差時�,應(yīng)采用與母材材質(zhì)相匹配的焊條補焊后重新制孔�。
檢查數(shù)量:全數(shù)檢查����。
檢驗方法:觀察檢查。