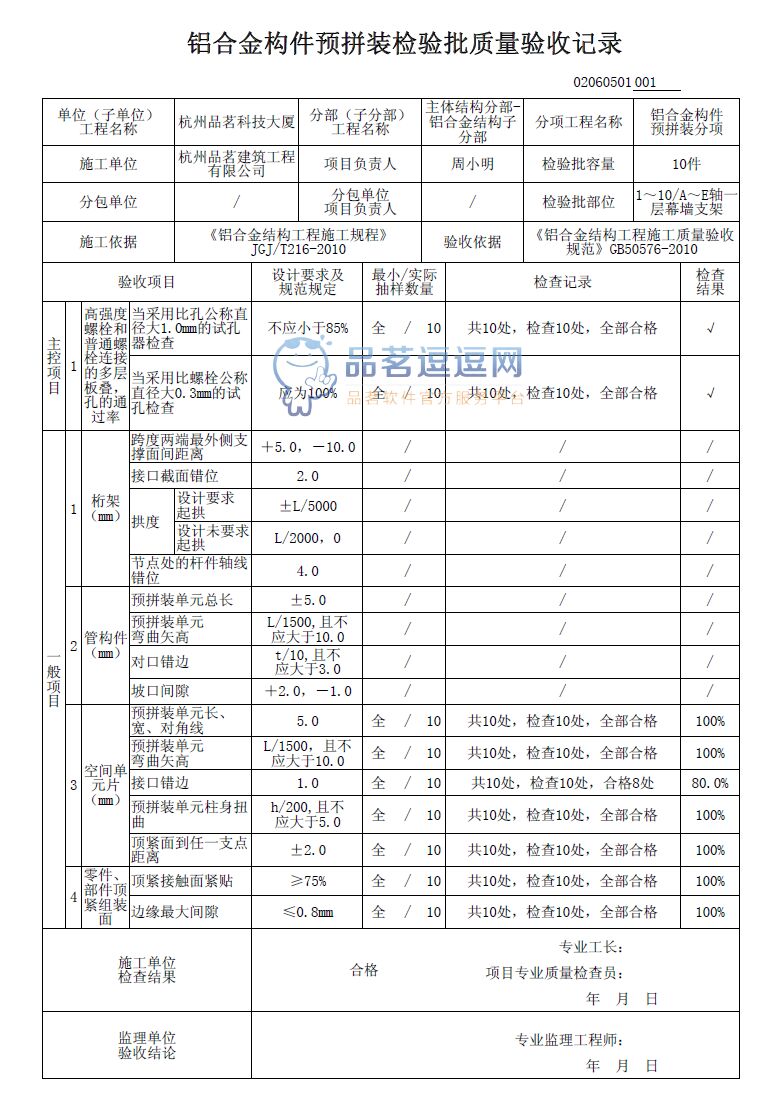
鋁合金構(gòu)件預(yù)拼裝檢驗(yàn)批質(zhì)量驗(yàn)收記錄表格示例—— 鋁合金構(gòu)件預(yù)拼裝檢驗(yàn)批質(zhì)量驗(yàn)收記錄表格填寫說明—— 【規(guī)范名稱及編號(hào) 】 《鋁合金結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范》 (GB50576-2010) 【條文摘錄】 9.1 一 般 規(guī) 定 9.1.1 本章適用于鋁合金構(gòu)件預(yù)拼裝工程的質(zhì)量驗(yàn)收����。 9.1.2 鋁合金構(gòu)件預(yù)拼裝工程應(yīng)按鋁合金結(jié)構(gòu)制作工程檢驗(yàn)批的劃分原則劃分為一個(gè)或若干個(gè)檢驗(yàn)批。 9.1.3 預(yù)拼裝所用的胎架�����、支承凳或平臺(tái)應(yīng)測(cè)量找平,檢查時(shí)應(yīng)拆除全部臨時(shí)固定和拉緊裝置�。 9.1.4 進(jìn)行預(yù)拼裝的鋁合金構(gòu)件,其質(zhì)量應(yīng)符合設(shè)計(jì)要求和本規(guī)范合格質(zhì)量標(biāo)準(zhǔn)的規(guī)定���。 9.2 預(yù) 拼 裝 主 控 項(xiàng) 目 9.2.1 高強(qiáng)度螺栓和普通螺栓連接的多層板疊���,應(yīng)采用試孔器進(jìn)行檢查,并應(yīng)符合下列規(guī)定: 1 當(dāng)采用比孔公稱直徑大1.0mm的試孔器檢查時(shí)����,每組孔的通過率不應(yīng)小于85%; 2 當(dāng)采用比螺栓公稱直徑大0.3mm的試孔檢查時(shí)�����,通過率應(yīng)為100%���。 檢查數(shù)量: 按預(yù)拼裝單元全數(shù)檢查�����。 檢驗(yàn)方法: 采用試孔器檢查�����。 一 般 項(xiàng) 目 9.2.2 預(yù)拼裝的允許偏差應(yīng)符合本規(guī)范表d的規(guī)定����。 檢查數(shù)量: 按預(yù)拼裝單元全數(shù)檢查��。 檢驗(yàn)方法: 見本規(guī)范表d�。 9.2.3 零件、部件頂緊組裝面�����,頂緊接觸面不應(yīng)少于75%緊貼�,且邊緣最大間隙不應(yīng)大于0.8...閱讀全文