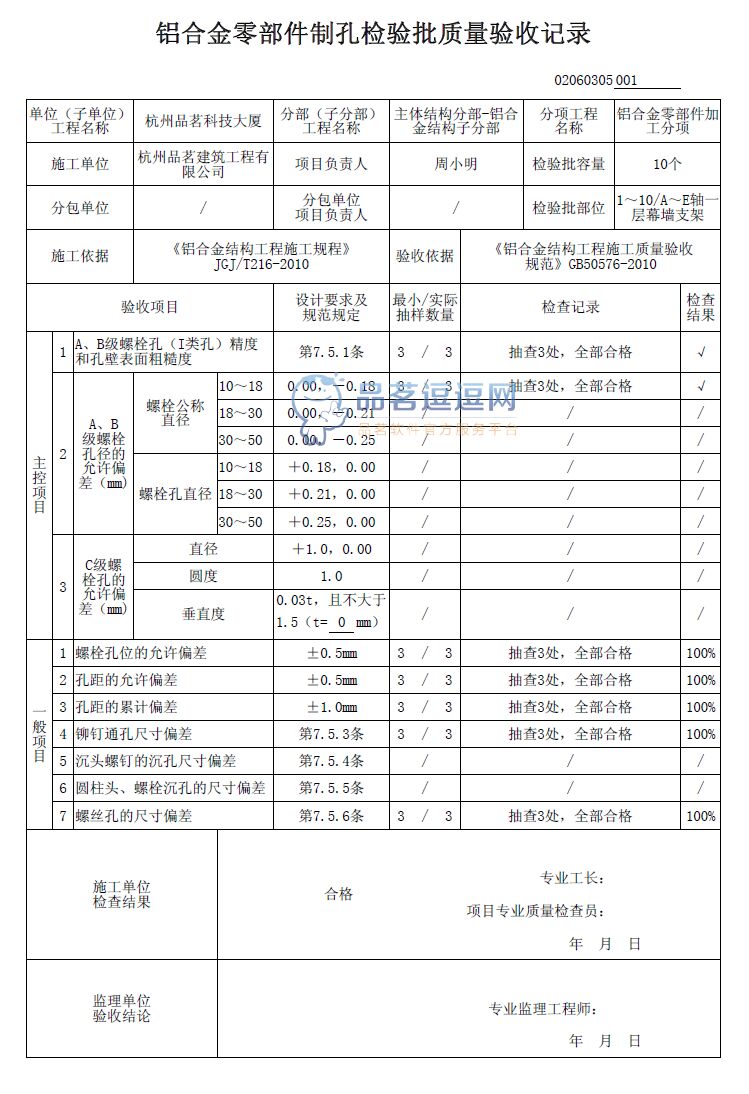
鋁合金零部件制孔檢驗(yàn)批質(zhì)量驗(yàn)收記錄表格示例——
鋁合金零部件制孔檢驗(yàn)批質(zhì)量驗(yàn)收記錄表格填寫(xiě)說(shuō)明——
【規(guī)范名稱及編號(hào)】《鋁合金結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范》(GB50576-2010)
【條文摘錄】
7.5 零部件制孔
I 主控項(xiàng)目
7.5.1 A、B級(jí)螺栓孔(Ⅰ類孔)應(yīng)具有H12的精度�����,孔壁表面粗糙度Ra不應(yīng)大于12.5μm��。 A����、B級(jí)螺栓孔徑的允許偏差應(yīng)符合表7.5.1-1的規(guī)定。C級(jí)螺栓孔(Ⅱ類孔)����,孔壁表面粗度Ra,不應(yīng)大于25.0μm,其允許偏差應(yīng)符合表7.5.1-2的規(guī)定�����。
檢查數(shù)量:按構(gòu)件數(shù)量抽查10%�,且不應(yīng)少于3件。
檢驗(yàn)方法:用游標(biāo)卡尺或孔徑量規(guī)�����、粗糙度儀檢查����。
表7.5.1-1 A、B級(jí)螺栓孔徑的允許偏差(mm)
| 序號(hào) | 螺栓公稱直徑����、螺栓孔直徑 | 螺栓公稱直徑允許偏差 | 螺栓孔直徑允許偏差 |
| 1 | 10~18 | 0.00 -0.18 | +0.18 0.00 |
| 2 | 18~30 | 0.00 -0.21 | ±0.21 0.00 |
| 3 | 30~50 | 0.00 -0.25 | +0.25 0.00 |
表7.5.1-2 C級(jí)螺栓孔的允許偏差(mm)
| 檢查項(xiàng)目 | 允許偏差 |
| 直徑 | +1.00 ,0.00 |
| 圓度 | 1.00 |
| 垂直度 | 0.03t,且不大于1.50 |
注:t為厚度�。
II 一般項(xiàng)目
7.5.2 螺栓孔位的允許偏差為±0.5mm,孔距的允許偏差為±0.5mm���,累計(jì)偏差為±1.0mm��。
檢查數(shù)量:按構(gòu)件數(shù)量抽查10%��,且不應(yīng)少于3件����。
檢驗(yàn)方法:用鋼尺及游標(biāo)卡尺配合檢查����。
7.5.3 鉚釘通孔尺寸偏差應(yīng)符合現(xiàn)行國(guó)家標(biāo)準(zhǔn)《鉚釘用通孔》GB/T 152.1的有關(guān)規(guī)定。
檢查數(shù)量:按構(gòu)件數(shù)量抽查10%�����,且不應(yīng)少于3件����。
檢驗(yàn)方法:用游標(biāo)卡尺或孔徑量規(guī)檢查。
7.5.4 沉頭螺釘?shù)某量壮叽缙顟?yīng)符合現(xiàn)行國(guó)家標(biāo)準(zhǔn)《沉頭用沉孔》GB/T 152.2的有關(guān)規(guī)定����。
檢查數(shù)量:按構(gòu)件數(shù)量抽查10%,且不應(yīng)少于3件�。
檢驗(yàn)方法:用游標(biāo)卡尺或孔徑量規(guī)檢查。
7.5.5 圓柱頭���、螺栓沉孔的尺寸偏差應(yīng)符合現(xiàn)行國(guó)家標(biāo)準(zhǔn)《圓柱頭用沉孔》GB/T 152.3的有關(guān)規(guī)定��。
檢查數(shù)量:按構(gòu)件數(shù)量抽查10%��,且不應(yīng)少于3件����。
檢驗(yàn)方法:用游標(biāo)卡尺或孔徑量規(guī)檢查。
7.5.6 螺絲孔的尺寸偏差應(yīng)符合國(guó)家現(xiàn)行有關(guān)標(biāo)準(zhǔn)的規(guī)定及設(shè)計(jì)要求����。
檢查數(shù)量:按孔數(shù)量10%,且不應(yīng)少于3個(gè)����。 檢查方法:用游標(biāo)卡尺或孔徑量規(guī)檢查。