鋁合金構(gòu)件焊接檢驗批質(zhì)量驗收記錄表格示例——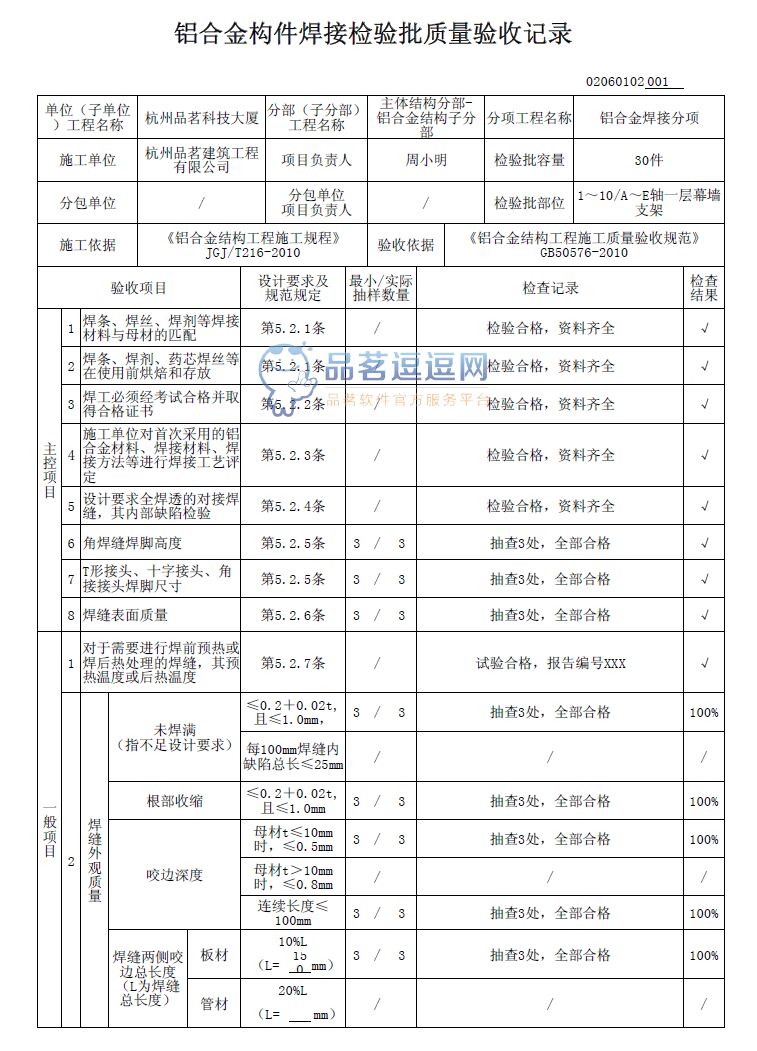
鋁合金構(gòu)件焊接檢驗批質(zhì)量驗收記錄表格填寫說明——
【規(guī)范名稱及編號 】 《鋁合金結(jié)構(gòu)工程施工質(zhì)量驗收規(guī)范》(GB50576-2010)
【條文摘錄】
5.1 一 般 規(guī) 定
5.1.1 本章適用于鋁合金結(jié)構(gòu)制作和安裝中的鋁合金構(gòu)件焊接的工程質(zhì)量驗收。
5.1.2 鋁合金結(jié)構(gòu)焊接工程應(yīng)按相應(yīng)的鋁合金結(jié)構(gòu)制作或安裝工程檢驗批的劃分原則劃分為一個或若干個檢驗批���。
5.1.3 對于需要進行焊縫探傷檢驗的鋁合金結(jié)構(gòu)�,宜在完成焊接24h后�����,進行焊縫探傷檢驗。
5.1.4 焊縫施焊后應(yīng)在工藝規(guī)定的焊縫及部位打上焊工鋼印���。
5.2 鋁合金構(gòu)件焊接工程
主 控 項 目
5.2.1 焊條�����、焊絲、焊劑等焊接材料與母材的匹配應(yīng)符合設(shè)計要求及現(xiàn)行國家標準《鋁及鋁合金焊條》GB/T 3669和《鋁及鋁合金焊絲》GB/T 10858的有關(guān)規(guī)定����。焊條、焊劑�、藥芯焊絲等在使用前�����,應(yīng)按其產(chǎn)品說明書及焊接工藝文件的規(guī)定進行烘焙和存放��。
檢查數(shù)量: 全數(shù)檢查����。
檢驗方法: 檢查質(zhì)量證明書和烘焙記錄���。
5.2.2 焊工必須經(jīng)考試合格并取得合格證書�。
檢查數(shù)量: 全數(shù)檢查��。
檢驗方法: 檢查焊工合格證及有效期����。
5.2.3 施工單位對首次采用的鋁合金材料��、焊接材料����、焊接方法等�,應(yīng)進行焊接工藝評定����,根據(jù)評定報告確定焊接工藝�����,并編制焊接作業(yè)指導(dǎo)書��。
檢查數(shù)量: 全數(shù)檢查���。
檢驗方法: 檢查焊接工藝評定報告及焊接作業(yè)指導(dǎo)書�。
5.2.4 設(shè)計要求全焊透的對接焊縫���,其內(nèi)部缺陷檢驗應(yīng)符合下列要求:
1 設(shè)計明確要求做內(nèi)部缺陷探傷檢驗的部位,應(yīng)采用超聲波探傷進行檢驗����,超聲波探傷不能對缺陷進行判斷時����,應(yīng)采用射線探傷,其內(nèi)部缺陷分級及探傷方法應(yīng)符合現(xiàn)行國家標準《現(xiàn)場設(shè)備�����、工業(yè)管道焊接施工及驗收規(guī)范》GB 50236和《金屬熔化焊焊接接頭射線照相》GB/T 3323的有關(guān)規(guī)定�����;
2 設(shè)計無明確要求做內(nèi)部缺陷探傷檢驗的部位��,可不進行無損檢測����。
檢查數(shù)量: 全數(shù)檢查�。
檢驗方法: 檢查超聲波或射線探傷記錄。
5.2.5 角焊縫的焊角高度應(yīng)等于或大于兩焊件中較薄焊件母材厚度的70%�,且不應(yīng)小于3mm�����。T形接頭�����、十字接頭�、角接接頭等要求熔透的對接和角對接組合焊縫,其焊腳尺寸不應(yīng)小于板厚度的1/4(圖 5.2.5)����。
檢查數(shù)量: 資料全數(shù)檢查;同類焊縫抽查10%��,且不應(yīng)少于3條����。
檢驗方法: 觀察檢查��,用焊縫量規(guī)抽查測量�����。