預應力制作與安裝檢驗批質(zhì)量驗收記錄表格示例——

預應力制作與安裝檢驗批質(zhì)量驗收記錄表格填寫說明——
6.3制作與安裝
主控項目
6.3.1預應力筋安裝時�,其品種、規(guī)格�����、級別和數(shù)量必須符合
設計要求。
檢查數(shù)量:全數(shù)檢查���。
檢驗方法:觀察����,尺量���。
6.3.2 預應力筋的安裝位置應符合設計要求�����。
檢查數(shù)量:全數(shù)檢查����。
檢驗方法:觀察����,尺量。
一般項目
6.3.3 預應力筋端部錨具的制作質(zhì)量應符合下列規(guī)定:
1 鋼絞線擠壓錨具擠壓完成后����,預應力筋外端露出擠壓套筒的長度不應小于1mm,
2鋼絞線壓花錨具的梨形頭尺寸和直線錨固段長度不應小于設計值�����;
3鋼絲鐓頭不應出現(xiàn)橫向裂紋,鐓頭的強度不得低于鋼絲強度標準值的98%����。
檢查數(shù)量:對擠壓錨,每工作班抽查5%.且不應少于5件��;對壓花錨����,每工作班抽查3件:對鋼絲鐓頭強度,每批鋼絲檢查6個鐓頭試件�����。
檢驗方法:觀察�����,尺量���,檢查鐓頭強度試驗報告����。
6.3.4 預應力筋或成孔管道的安裝質(zhì)量應符合下列規(guī)定:
1成孔管道的連接應密封;
2預應力筋或成孔管道應平順����,并應與定位支撐鋼筋綁扎牢固;
3 當后張有粘結(jié)預應力筋曲線孔道波峰和波谷的高差大于300mm�,且采用普通灌漿工藝時,應在孔道波峰設置排氣孔����;
4 錨墊板的承壓面應與預應力筋或孔道曲線末端垂直,預應力筋或孔道曲線末端直線段長度應符合表6.3.4規(guī)定���。
檢查數(shù)量:第1~3款應全數(shù)檢查���;第4款應抽查預應力束總數(shù)的10必,且不少于5束��。
檢驗方法:觀察�����,尺量��。

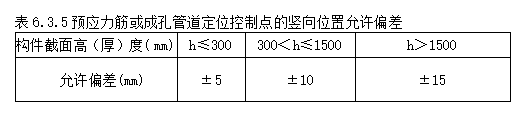
6.3.5預應力筋或成孔管道定位控制點的豎向位置偏差應符合表6.3.5的規(guī)定,其合格點率應達到90%及以上����,且不得有超過表中數(shù)值1.5倍的尺寸偏差。
檢查數(shù)量:在同一檢驗批內(nèi)�,應抽查各類型構(gòu)件總數(shù)的
10%,且不少于3個構(gòu)件����,每個構(gòu)件不應少于5處���。
檢驗方法:尺量�。