RF1.7.1 金屬風管制作檢驗批質(zhì)量驗收記錄表填寫范例
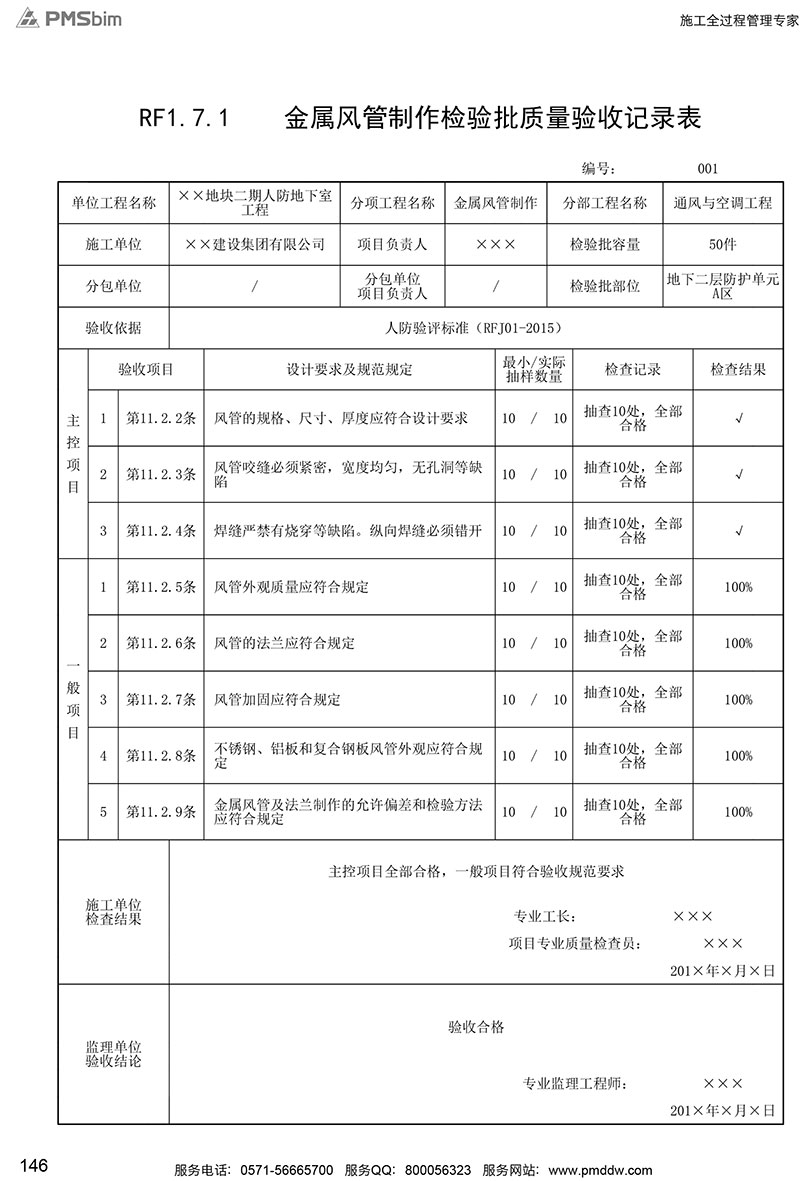
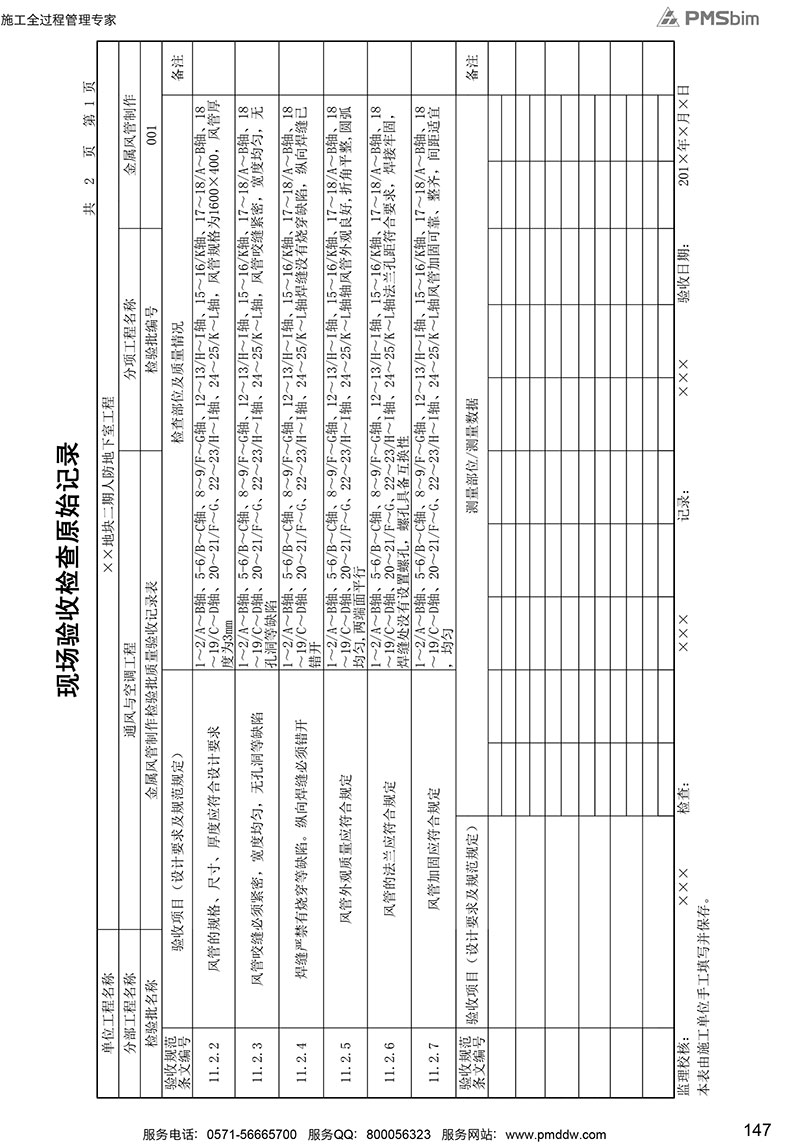
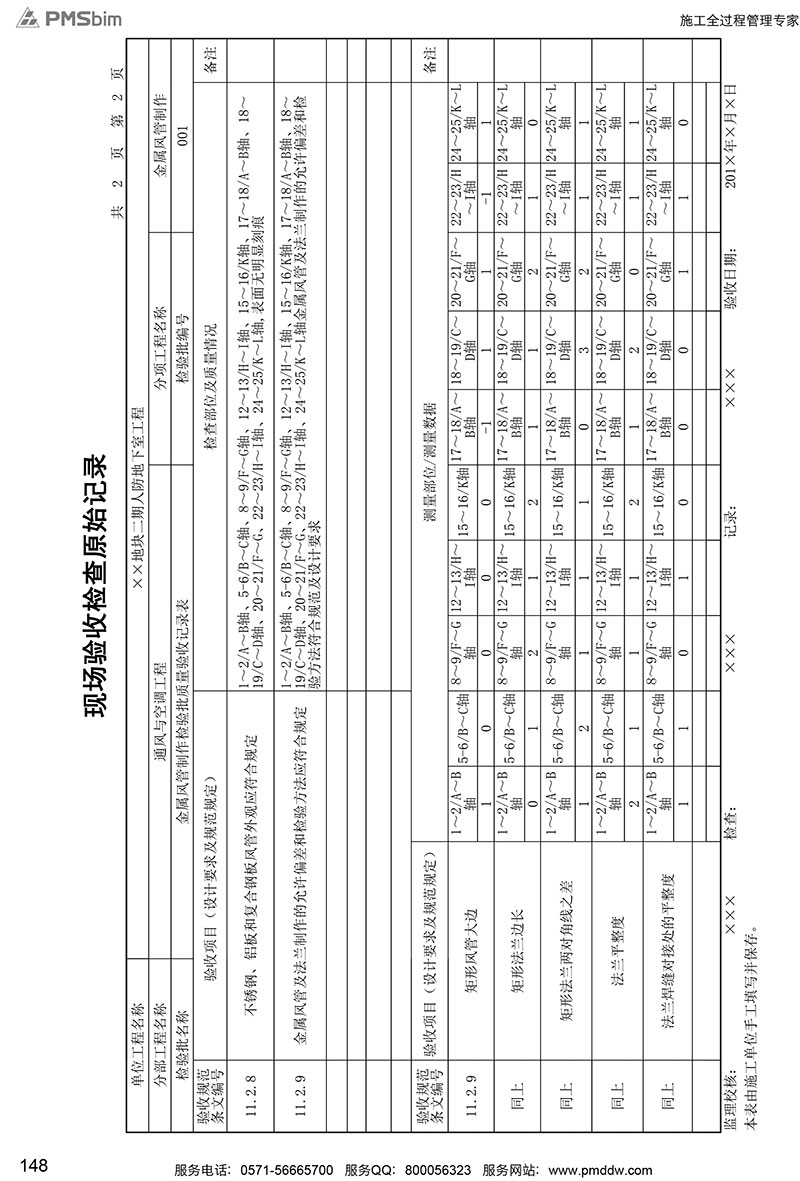
RF1.7.1 金屬風管制作檢驗批質(zhì)量驗收記錄表 現(xiàn)場驗收檢查原始記錄
? ?? ??
??
RF1.7.1 金屬風管制作檢驗批質(zhì)量驗收記錄表填寫說明
一���、【填表說明】
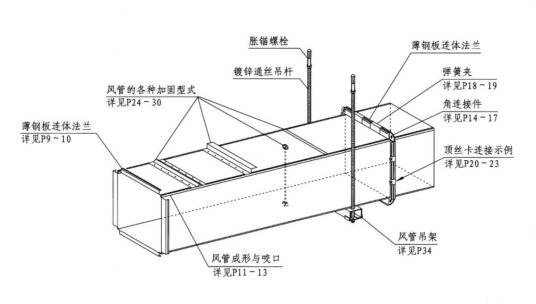
1.1金屬風管制作工序:加工場地準備→主要施工工機具的準備→材料的檢驗→風管制作�����。
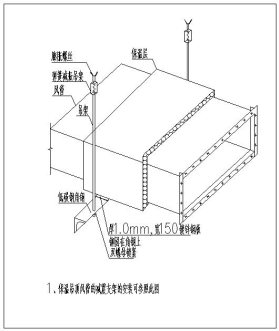
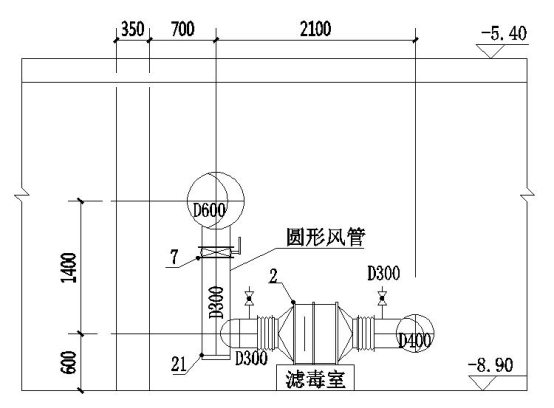
1.2人防風管制作一般分現(xiàn)場制作或工廠制作再運送到工地現(xiàn)場兩種方式�,人防區(qū)的風管分圓形風管和矩形風管�,一般機房內(nèi)風管采用圓形風管,人防潔凈區(qū)一般采用矩形風管����。
1.3根據(jù)上述工序則需要報驗RF1.7.1金屬風管制作檢驗批質(zhì)量驗收記錄表。人防區(qū)域極少隱蔽�。
1.4如圖1、圖2所示:金屬風管制作檢驗批容量根據(jù)風管的件數(shù)來確定����,包括風管系統(tǒng)中的彎管、三通��、四通����、各類變徑及異形管、導流葉片等。
圖1
 ?
?
??
?
圖2
?
 ?
?
?
?
圖3
?
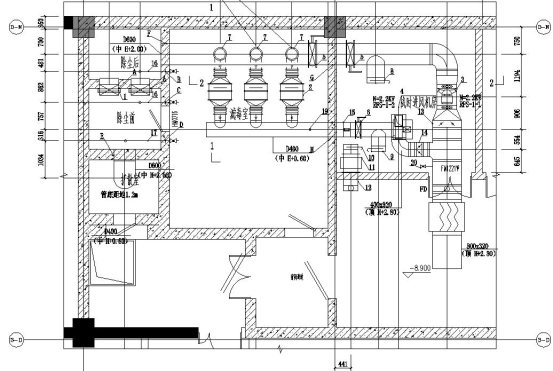
圖4
 ?
?
?
?
RF1.7.1 金屬風管制作檢驗批質(zhì)量驗收記錄表
11.2 金屬風管制作
?
11.2.1 ?本節(jié)適用于鋼板���、不銹鋼板�、鋁板和復合鋼板風管及法蘭的制作��。
檢查數(shù)量 ?按制作數(shù)量抽查20%����,且不得少于10件�����。
(I)主控項目
11.2.2 ?風管的規(guī)格���、尺寸必須符合設計要求��。染毒區(qū)風管應采用厚度2mm~3mm鋼板焊接成型�����。
檢驗方法 ?尺量檢查�����。
11.2.3 ?風管咬縫必須緊密�,寬度均勻,無孔洞�����、半咬口和脹裂等缺陷�����。直管縱向縫錯開����。
檢驗方法 ?觀察檢查。
11.2.4 ?焊縫嚴禁有燒穿����、焊和裂縫等缺陷?���?v向焊縫必須錯開。
檢驗方法 ?觀察檢查���。
(II)一般項目
11.2.5 ?風管外觀質(zhì)量應符合下列規(guī)定:
折角平直����,圓弧均勻,兩端面平行�����,無明顯翹角����,表面凹凸不大于10mm;風管與法蘭連接牢固�����,翻邊基本平整�,寬度不小于6mm緊貼法蘭����。
檢驗方法 ?觀察和拉線、尺量檢查���。
11.2.6??風管的法蘭應符合下列規(guī)定:?
法蘭的孔距符合設計要求和施工規(guī)范的規(guī)定���,焊接牢固����,焊縫處不設置螺孔���,螺孔具備互換性����。在染毒區(qū)應采用厚度大于5mm的鋼制法蘭��。
檢驗方法 ?觀察和尺量檢查��。
11.2.7 ?風管加固應符合下列規(guī)定:
加固牢固可靠��、整齊�,間距適宜、均勻�。
檢驗方法 ?觀察和手扳檢查。
11.2.8 ?不銹鋼�、鋁板和復合鋼板風管外觀應符合下列規(guī)定:
不銹鋼板和鋁板風管表面無明顯刻痕,復合鋼板風管表面無破損���。
檢驗方法 ?觀察和尺量檢查����。
11.2.9 金屬風管及法蘭制作的允許偏差和檢驗方法應符合表11.2.9的規(guī)定。
表 11.2.9 ?金屬風管及法蘭制作的允許偏差和檢驗方法
|
序號
|
項目
|
允許偏差(mm)
|
檢驗方法
|
|
1
|
圓形風管外徑
|
≤300mm
|
0 ?-1
|
用尺量互成90°的直徑
|
|
>300mm
|
0 ?-2
|
|
2
|
矩形風管大邊
|
≤300mm
|
0 ?-1
|
尺量檢查
|
|
>300mm
|
0 ?-2
|
|
3
|
圓形風管外徑
|
+2
0
|
用尺量互成90°的直徑
|
|
4
|
矩形法蘭變長
|
+2
0
|
用尺量四邊
|
|
5
|
矩形法蘭兩對角線之差
|
3
|
尺量檢查
|
|
6
|
法蘭平整度
|
2
|
法蘭放在平臺上�����,用塞尺檢查
|
|
7
|
法蘭焊縫對接處的平整度
|
1
|